冲压式蜂窝煤成型机是一种高效、环保的民用及小型工业用蜂窝煤生产设备。其设计融合了机械原理、材料力学及自动化控制技术,旨在实现蜂窝煤的快速、标准化成型。本文围绕该设备的设计装配图CAD图纸、机械结构、制造工艺及装配要点进行系统阐述,为相关技术人员提供参考。
一、 核心设计资源:CAD图纸详解
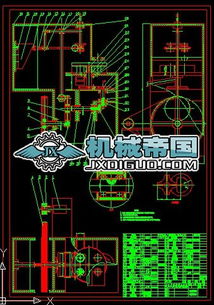
用户提及的“冲压式蜂窝煤成型机设计装配图CAD图纸”是整套设计的核心数字化载体。该套图纸通常为DWG或DXF格式,以ZIP压缩包形式分发(如示例中的454.12KB ZIP文件),便于传输和存储。
- 图纸内容构成:一套完整的装配图CAD图纸应包含:
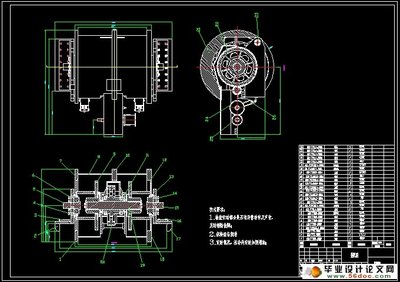
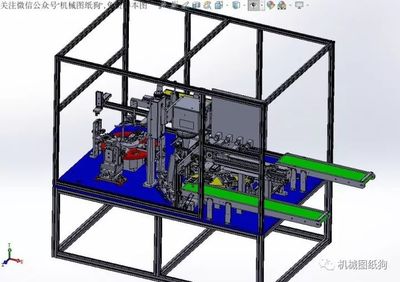
- 总装配图:展示整台机器的所有零部件组装关系、总体尺寸、技术参数与工作原理示意图。
- 部件装配图:详细描绘关键部件(如冲压头总成、模箱总成、曲柄连杆机构、送料机构、出料机构等)的构成。
- 零件图:为每一个非标零件提供详细的二维三视图,标注精确的尺寸、公差、形位公差、表面粗糙度及材料要求。
- 电气原理图(如有):若为电动或自动化机型,需包含电机控制线路图。
- 设计要点在图纸中的体现:
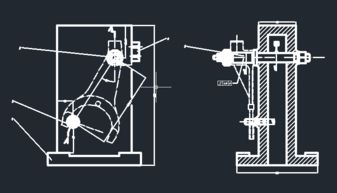
- 冲压机构:图纸会清晰展示曲柄滑块(或偏心轮)机构,这是将电机旋转运动转化为冲头直线往复运动的核心。需重点标注行程、压力中心、连杆尺寸及强度校核依据。
- 模箱与冲头:这是成型的关键部件。图纸需精确表达蜂窝煤孔型(通常为12孔或16孔)的分布、拔模斜度、冲头与模芯的配合间隙。材料多选用耐磨的合金钢或进行表面热处理。
- 送料与脱模机构:设计是否包含螺旋送料器或定量料斗?脱模是依靠顶杆还是依靠模具运动?这些机构的运动协调性在装配图的剖视图和运动简图中至关重要。
- 机架与安全防护:机架需有足够的刚度和稳定性以承受周期性冲击载荷。防护罩、联锁开关等安全设计也应在图中明确。
二、 机械设备制造:从图纸到实物的转化
拥有精准的CAD图纸后,便进入制造阶段。此过程需严格遵循图纸要求:
- 材料准备与下料:根据零件图规定的材料(如Q235A钢板、45号钢、铸铁等)进行采购,并采用剪切、火焰切割或激光切割等方式下料。
- 零件加工:
- 机加工:对轴、齿轮、连杆、模具等关键零件进行车、铣、钻、磨等加工,确保尺寸精度和形位公差。
- 热处理:对承受冲击和磨损的零件(如冲头、模芯)进行淬火、渗碳等处理,提高表面硬度和耐磨性。
- 焊接:机架、料箱等结构件需按图纸进行焊接,保证焊缝强度并控制焊接变形。
- 标准件与外购件采购:轴承、螺栓、电机、减速器、皮带、液压元件(若为液压型)等应按图纸规定的型号规格采购。
三、 装配与调试:设计的最终验证
装配是将合格的零件和部件按照装配图的技术要求组合成完整机器的过程,是检验设计合理性的关键环节。
- 装配顺序:一般遵循“由内到外、由下至上”的原则。先装配机架和底座,然后安装传动系统(电机、减速器、皮带轮、曲轴),接着安装冲压执行机构(连杆、冲头),最后安装送料机构、模箱、脱模装置及防护罩。
- 装配关键点:
- 同轴度与平行度调整:确保电机轴、曲轴、冲头导杆等核心运动部件的对中,减少偏磨和振动。
- 间隙调整:冲头与模芯的配合间隙、轴承的游隙、齿轮的啮合间隙等都需按图纸要求精细调整,过紧易卡死,过松则影响成型质量和产生噪音。
- 润滑系统:确保所有需润滑的点(如轴承、滑块、齿轮)油路畅通,并加注合适的润滑油(脂)。
- 调试与试运行:
- 空载试运行:点动启动,逐步提高至额定转速,检查有无异常噪音、振动、过热及干涉现象。
- 负载试运行:加入符合要求的煤粉(或试验物料),调整送料量和含水量,测试成型煤坯的密实度、完整性及脱模顺畅性。优化冲压频率和压力,直至生产出合格产品。
###
冲压式蜂窝煤成型机的设计是一个系统性工程,其装配图CAD图纸是贯穿设计、制造、装配全过程的“语言”和“法律文件”。成功制造一台高效可靠的成型机,不仅依赖于图纸的精确与完整,更依赖于制造工艺的严谨和装配调试的细致。对于从业者而言,深入理解图纸中的每一个细节,并将其转化为高质量的实物,是实现设备最佳性能的根本保证。在下载和使用此类图纸资源时,务必结合具体生产条件和工艺标准进行复核与适应性修改,以确保最终设备的安全性与经济性。